
��ʢ����Ϳ���Ϸ�Ϊ����ϵ�У�Ѥ��ϵ�к�ʢ����Ϳ�ͽ����ʸ�ϵ�к�ʢ����Ϳ������ϵ�еĹ�ͬ�ص��ǣ�������Ϳ����ɫ��������VOC������Դ���ɫЧ������ͬ���ǣ�Ѥ��ϵ��ֱ��һ��ע�ܼ���ӵ��������������ۣ��������ʸ�ϵ������Ҫ��ϲ��ϡ�ģ�ߡ��ṹ��ע�ܹ����ĸ����湲ͬ�������ۡ�
����ע�ܹ��շ��棬ȷ����ģ����ʵ����ʢ����Ϳ�߹�ע�ܳ��͵�һ��ؼ���Ŀǰʹ�ý϶���¿ؼ��������¼��֣�
1������ģ�»�
����ģ�»�����ˮ���ߵ����ͼ��ȣ���ʼ��ά���ں㶨�¶ȣ��ŵ��dzɱ��͡�ʹ�÷��㣬����ģ�������Ҫ���Ǻ��۽��ߵĴ�����ͬʱ�Բ��ϵ�������Ҫ��Ҳ��Ը��ߡ�ģ�»���ҪӦ���ڶ����Ҫ��ϸߵIJ�Ʒ��

����ģ�»�
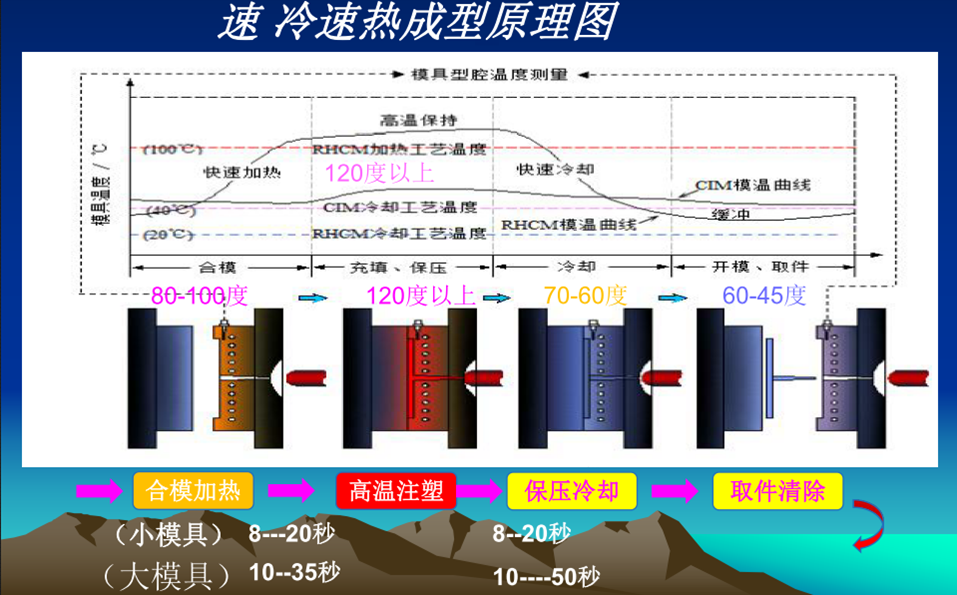
2���������ȵĿ���ģ����
��������ģ�»��ǽ����������ϸ߹��۳��͵�һ�ּ������乤��ԭ���ǣ��ں�ģǰ����ģ�����ж�ģ�߽����������£���ģ��ɺ��¶ȴﵽ�趨�������ɽ���ע�䣻ע�������ģ����ά�ָ��£�������ʹ�����ڳ�ģ�����б��ֺܺõ������ԣ�ע����ɣ��ڱ�ѹ��ȴʱ���õ���ˮ��ģ�߽��н��´������Ա�������Ʒ����ȴʱ�䣬�������Ч�ʡ�
�ù�����Ҫ�߹�ģ�»����ٲ������������������ܹ���ע�ܻ��źŻ�����ʵ�ֱջ����ƣ���Ҫ����ϵ������Լ������Ժá����øü�����ģ�¿��Դﵽ�ܸߵ��¶ȣ��������۽������⣬ͬʱ������߲�Ʒ����Ӳ�ȡ�
�߹�ģ�¿���
�ü������õ���ȵķ�ʽ���ڶ�ʱ���ڰ�ģ�ߵı����¶ȼ��ȵ��ܸߣ�Ȼ���ڼ�ʮ��֮�����ܰ��¶��½���50�����£��Ӷ������߹�ע�ܳ���˳����ɡ�
3������ȵĿ���ģ��������ʵ�ָ���ģ�ߵ��¶ȿ��ƣ��ǿ��ټ�����ȴ���ͼ����Ľ��½�չ�����ǵ�����¶Ⱦ��ȺͿɿ��Բ��Ǻܺá�
��֬�����¶�����ԭ���ǣ���ȷ�����ϳ���ܻ�ǰ���£�����ʹ���е��¶�ע�ܣ��Է�ֹ���Ͻ��⡣���磬��ABSΪ���ĵIJ�Ʒ�ӹ��¶�Ϊ210��C-230��C��
�߹�ģ�»�
ģ���¶�ֱ��Ӱ����Ʒ�ı�������ȡ��۽�����ǿ�ȵȡ�ʹ�øߵ�ģ���¶ȿ������Ӳ��������ԣ���ýϸߵĽ����ǿ�ȣ������ܽ��ͳ�����Ʒ��Ӧ����ʹ�������Ժ��ͻ�ѧƷ�Ը��ã�ͬʱ���{�۽���ģ�߱���ĸ����ԣ����{��Ʒ����Ⱥ�����ɫ��Ч����
Ϊ�˴ﵽ����ı�������Ч������ʹ�ý�������ʱ��Ӧ�������ýϸ�ģ�¡�����ABS��Ϊ���ĵIJ�Ʒ��ģ��ͨ��Ϊ70-90��C��
�߹�ע�ܹ��տ��Ƹ��ݲ�ͬ��Ʒ��ģ�߽ṹ��ģ���豸�IJ�ͬ�����Žϴ���죬��һ��Ӧ��ѭ����ԭ�������øߵ�ģ���¶ȣ�������������ģ��E-MOLD������ȿ���ģ������ʱ��ģ�߾ֲ�������Դﵽ150�����ߣ�Ϊ�˸��õظ���ģ�߱��棬�����¶�Ӧ�ʵ���һЩ��ע��ѹ��Ӧ�����ܴ�Ϊ˳����������Ҫ���ö༶ע���ٶȣ��κι��յĵ������ݸ�ת�١���ͬ�ε�ע���ٶȵȣ���Ҫ���Ǽ��ٲ��ϵļ��С�
��ʢ����Ϳ����������������Ϳע�ܹ��ղ��Ǻ��˽�ij���Ҳ���õ��ģ����ǿ����ṩ����ָ����

(���˽������ѯ���ע��ʢ���ںţ�



![]()

���߹�ͨ�������������ѯ
��ѯ���ߣ�
86-0760-22137738
400-6268-168
�ͷ�qq��
3021792330
