
在上一篇技术分享文章里我们已经为大家大致介绍了免喷涂的流痕和熔接痕到底是怎么来的,这篇文章就为大家介绍一下改善熔接痕和流痕的两种主要方案。
第一种方案指:采用特殊工艺将球形铝颗粒加工成规整的钻石银多面反光体,颠覆传统片状颜料的形态,从而降低了客户在使用过程中对颜料片定向的要求,实现制件无流痕。

另一种是从现有的CMP/F方案(材料、模具、工艺和结构)整体入手来做工艺以及模具调整。
材料上:(对于新型的免喷涂高光无流痕注塑成型技术,在材料方面也有特殊要求:粉体及原材料的改善。)
① 材料的流动性应较高,以便更好的附着模具表面、降低剪切及改善熔接线;
② 材料的热稳定性要好,不易产生挥发物。特别是对阻燃级材料,提高耐热性及减少挥发物可防止腐蚀模具及减少产品表面白雾的产生
③ 材料本身的光泽度要好
④ 应具有优异的韧性和一定的刚性,可通过产品所要求的跌落测试和其他功能测试
模具上:(高光注塑成型,在模具选择上从设计、钢材选用到模具加工都要比普通模具有着更高的要求。)
① 模具设计方面要考虑耐高温设计、
适用水路设计及安装匹配等因素
② 水道需确保急冷急热,并使模具温度均匀
③ 采用冷/热混合流道系统,三个浇口顺序进胶(热流道时序控制阀G1在注射开始时处于打开状态,G2和G3在注射1.6 s后开启)来控制熔接线的分布,提高表观质量
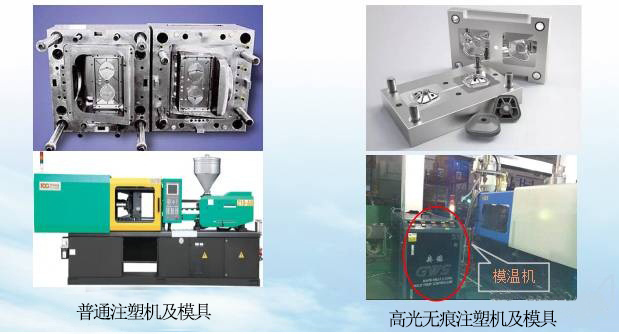
工艺上:(急冷急热注塑工艺)
急冷急热成型技术又称之为高光无痕注塑,是通过急冷急热设备在注塑前加热模具,令模温快速升高至塑料的玻璃化温度以上,注塑结束后再快速降低模温至顶出温度,是成型过程中模温可变的成型工艺。该成型方式利用了热塑性塑料在高弹态下的固有特性,可有效消除塑料制品的表面缺陷,如熔合线、橘皮、气纹等。由于成型温度较高,成型后塑件表面粗糙度较常规成型好。

结构篇:
1、尽量减少孔洞结构
2、流痕处过度角减小,取消开孔处台阶差
3、进胶口加宽,由针形胶口变为扇形胶口
4、增加排气系统和冷料井
5、通过结构上的设计把熔接痕流痕逼到不明显处(如下边案例)


(扫一扫进入免喷涂小程序)
本文为鸿盛新材料――免喷涂塑料官网原创发布,
转载请注明出处:鸿盛新材――免喷涂塑料官网(http://www.hsplastics.com/)
鸿盛阿里商城:https://hongshengcm.1688.com/
鸿盛免费热线:400 0033 818



![]()

在线沟通,请点我在线咨询
咨询热线:
86-0760-22137738
400-6268-168
客服qq:
3021792330
